


Cách chuẩn bị mẫu cho bo mạch in để soi dưới kính hiển vi
Chi tiết thông số kỹ thuật các công đoạn được trình bày trong các bảng bên dưới:
|
CÔNG ĐOẠN |
THIẾT BỊ KHUYÊN DÙNG |
LƯU Ý TRONG QUÁ TRÌNH |
|||||
|
|
CẮT MẪU |
ATM Brillant |
- Lưỡi đá cắt: corundum kết dính nhựa - Dung dịch làm mát chống mài mòn |
||||
|
|
ĐÚC KHUÔN |
ATM Opal |
Đúc nguội: nhựa KEM 20 |
||||
|
|
MÀI VÀ |
Kích thước mẫu Ø40 mm |
Tăng giảm áp lực giữ mẫu so với Ø40 mm |
||||
|
25 |
30 |
40 |
50 |
60 |
|||
|
-(5~10)N |
-5N |
0 |
+5N |
+(5~10)N |
|||



|
CÔNG ĐOẠN |
GIẤY MÀI / VẢI ĐÁNH BÓNG |
|
|
Chiều quay của khay giữ mẫu |
|
Thời gian (phút) |
|
|
Mài thô (Planar grinding) |
Giấy mài chịu nước SiC P180 |
H2O |
250~300 |
►► Cùng chiều với đĩa mài |
30 |
Mài cho đến khi phẳng (Mài nhẹ nhàng tới điểm mong muốn) |
|
|
|
Mài (Grinding) |
Giấy mài chịu nước SiC P800 |
H2O |
250~300 |
►► Cùng chiều với đĩa mài |
25 |
1:00 |
|
|
Mài (Grinding) |
Giấy mài chịu nước SiC P1200 |
H2O |
250~300 |
►► Cùng chiều với đĩa mài |
25 |
1:00 |
|
Đánh bóng |
Vải lụa GAMMA |
Dung dịch Dia-Complete Poly, 3 µm |
120~150 |
►► Cùng chiều với đĩa mài |
30 |
3:00 |
|
|
Đánh bóng hoàn thiện (Final polishing) |
Vải tổng hợp OMEGA |
Eposal, |
120~150 |
◄ ► Ngược chiều với đĩa mài |
25 |
2:00 |
|
HƯỚNG DẪN CHO NGƯỜI MỚI SỬ DỤNG:
|
CÔNG ĐOẠN |
QUY TRÌNH CHI TIẾT |
|
|
|
CẮT MẪU |
- Lưỡi đá cắt: sử dụng lưỡi cắt thích hợp cho vật liệu kim loại đen (Ví dụ như ATM-FS-E) - Sử dụng dung dịch làm mát chống mài mòn - Tốc độ cắt tối đa: 0.25 mm/s |
| |
ĐÚC KHUÔN |
- Sử dụng khuôn đúc kín (gần như không có khe hở) - Đúc nguội dưới áp lực hoặc chân không |
| |
MÀI |
- Mài với giấy mài SiC P180 - Mài tiếp tục với giấy mài SiC P800 và P1200 - Rửa kỹ mẫu và khay giữ mẫu sau mỗi bước mài |
| |
ĐÁNH BÓNG |
- Rửa đĩa đánh bóng với nước và quay ly tâm cho khô sau khi sử dụng - Không xếp chồng lên nhau các đĩa đánh bóng có kích cỡ hạt kim cương khác nhau - Làm sạch mẫu và khay giữ mẫu dưới vòi nước chảy trước mỗi bước đánh bóng - Sử dụng cồn và thổi khô để tránh vết ố của nước và sự ăn mòn bề mặt mẫu - Kiểm tra sau mỗi bước đánh bóng dưới kính hiển vi để biết bề mặt mài đã đồng nhất và đã định hướng ngẫu nhiên chưa? - Chỉ sử dụng các vật tư tiêu hao này cho bo mạch in, không dùng chung cho bất cứ mẫu vật liệu nào khác - Dùng vải mềm lau sạch chai Eposal sau bước đánh bóng cuối cùng |
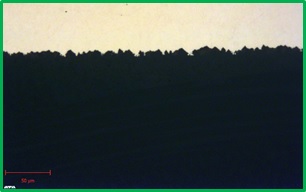
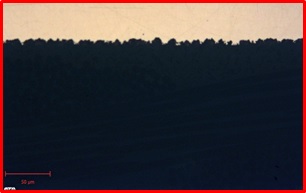
ẢNH HIỂN VI MẪU ĐỂ ĐỐI CHIẾU:
|
Mẫu đánh bóng đạt: |
Mẫu đánh bóng không đạt: |
|
- Không có vết trầy xước - Cấu trúc / đường phân pha rõ ràng
|
- Có các vết xước từ dung dịch Eposal 0.06 µm sau bước đánh bóng hoàn thiện Khắc phục: - Rửa sạch tất cả các đĩa mài bằng chổi cọ dưới vòi nước chảy - Rửa sạch mẫu và khay đặt mẫu - Lặp lại bước đánh bóng với vải OMEGA |
 |
 |
|
Ảnh hiển vi phóng đại 20 lần mẫu bo mạch in sau khi đánh bóng với vải OMEGA |
|











