


Phương pháp chuẩn bị bề mặt mẫu thép và mối hàn
Trong phần này chúng ta tiếp tục tìm hiểu phương pháp chuẩn bị bề mặt mẫu thép nói chung và vị trí mối hàn để đánh giá chất lượng mối hàn bằng đo độ cứng hoặc kiểm tra tổ chức pha
|
CÔNG ĐOẠN |
THIẾT BỊ KHUYÊN DÙNG |
LƯU Ý TRONG QUÁ TRÌNH |
|||||
|
|
CẮT MẪU |
Qcut series |
- Lưỡi đá cắt: corundum kết dính nhựa - Dung dịch làm mát chống mài mòn |
||||
|
|
ĐÚC KHUÔN |
Qpress series |
- Đúc nóng: Sử dụng nhựa EPO đen, EPO-Max* - Đúc nguội: nhựa KEM 15 plus. Đúc nóng hay nguội đều phù hợp |
||||
|
|
MÀI VÀ |
Qpol series (Ø40 mm) |
Tăng giảm áp lực giữ mẫu so với Ø40 mm |
||||
|
25 |
30 |
40 |
50 |
60 |
|||
|
-(5~10)N |
-5N |
0 |
+5N |
+(5~10)N |
|||

|
CÔNG ĐOẠN |
GIẤY MÀI / VẢI ĐÁNH BÓNG | |
|
|
|
|
|
| Loại chất bôi trơn |
Tốc độ đĩa mài (rpm) | Chiều quay của khay giữ mẫu | Áp lực giữ mẫu (N) | Thời gian (phút) | |||
|
|
Mài sơ bộ (Planar grinding) |
Giấy mài chịu nước SiC P320 (46.2 µm) | H2O | 250~300 |
►► Cùng chiều với đĩa mài |
30 | Mài cho đến khi phẳng |
|
|
Mài (Grinding) | Giấy mài chịu nước SiC P320 (46.2 µm) | H2O | 250~300 | ◄ ► Ngược chiều với đĩa mài |
25 | 1:00 (Mài nhẹ nhàng tới điểm mong muốn) |
 |
Mài (Grinding) | Giấy mài chịu nước SiC P600 (25.8 µm) | H2O | 250~300 | ◄ ► Ngược chiều với đĩa mài |
25 | 1:00 (Mài nhẹ nhàng tới điểm mong muốn) |
 |
Tẩm thực |
Dung dịch Alder (macro) |
Khoảng 0:03~0:20 | ||||
* Cho đến khi độ xốp đồng đều thì chuyển sang bước đánh bóng tiếp theo
HƯỚNG DẪN CHO NGƯỜI MỚI SỬ DỤNG:
|
CÔNG ĐOẠN |
QUY TRÌNH CHI TIẾT |
|
|
|
CẮT MẪU
|
- Lưỡi đá cắt: sử dụng lưỡi cắt thích hợp cho vật liệu kim loại đen (Ví dụ như ATM-FS-B) - Sử dụng dung dịch làm mát chống mài mòn - Tốc độ cắt tối đa: 0.25 mm/s |
 |
ĐÚC KHUÔN |
- Sử dụng khuôn đúc kín (gần như không có khe hở) - Có thể đúc nóng hoặc đúc nguội |
 |
MÀI |
- Bắt đầu mài với giấy mài SiC P180 - Mài tiếp tục với giấy mài SiC P320 và P600 - Rửa kỹ mẫu và khay giữ mẫu sau mỗi bước mài |
| |
ĐÁNH BÓNG |
- Làm sạch mẫu và khay giữ mẫu dưới vòi nước chảy trước mỗi bước đánh bóng - Sử dụng cồn và thổi khô để tránh vết ố của nước và sự ăn mòn bề mặt mẫu - Chỉ sử dụng các vật tư tiêu hao này cho thép, không dùng chung cho bất cứ mẫu vật liệu nào khác |
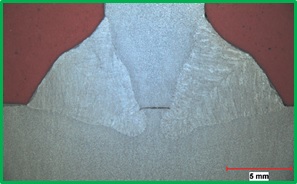
ẢNH HIỂN VI MẪU ĐỂ ĐỐI CHIẾU:
|
Mẫu đánh bóng đạt: |
Mẫu đánh bóng không đạt: |
|
|
- Vùng được hàn có thể quan sát rõ ràng - Bề mặt đồng nhất
|
|
|
 |
 |
|
|
Ảnh hiển vi phóng đại 0.8 lần mẫu thép hàn sau khi đánh bóng với vải OMEGA |
||











