


CHD, NHD, SHD là gì? Cách xác định các giá trị này sau quá trình xử lý bề mặt?
1. CHD là gì?
CHD (EHT) là viết tắt của cụm từ tiếng Case Hardness Depth.
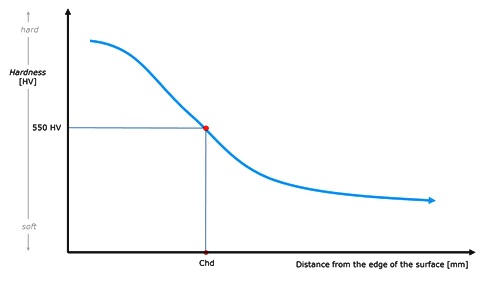
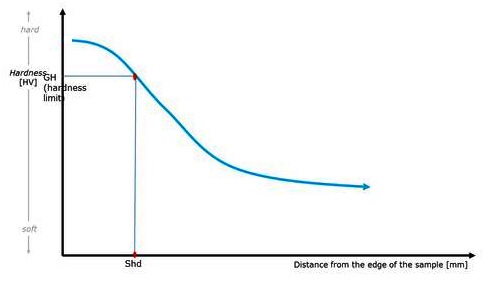
CHD = Khoảng cách từ bề mặt sản phẩm sau khi được thấm cacbon đến điểm có độ cứng giới hạn (hardness limit).
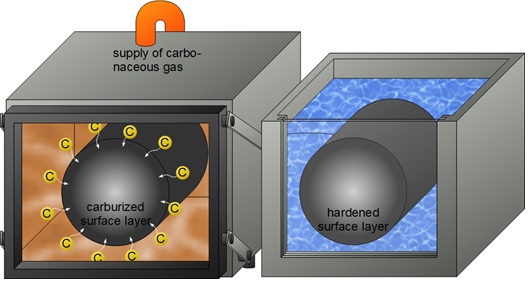
Các sản phẩm đã được tôi cứng bề mặt là các phôi thép được xử lý nhiệt. Ở đây phôi được thấm cacbon, tôi cứng, sau đó ram. Sản phẩm tạo ra là một bề mặt cứng, chống mài mòn, trong khi lõi vẫn tương đối mềm và dẻo dai.
Lớp vỏ biến cứng được sử dụng trên phôi thép ban đầu là mềm. Thấm cacbon trong môi trường cacbon hóa (ví dụ ở thể khí hoặc thành hạt carbon) ở nhiệt độ 850° - 950° C, làm giàu lớp bề mặt bằng các nguyên tử carbon. Nguyên tử cacbon khuếch tán từ lớp bề mặt vào lõi. Kết quả là lượng carbon được hấp thụ sẽ giảm dần từ bề mặt vào đến lõi. Tiếp theo phôi được tôi cứng và làm nguội nhanh. Điều này tạo ra sự chuyển đổi cấu trúc phù hợp với lượng carbon trong lớp bề mặt. Sau khi tôi cứng, phôi được ram để tăng độ dẻo dai và giảm ứng suất dư bên trong.
CHD trong trường hợp này thường được sử dụng để đo độ sâu biến cứng trên bề mặt thép. Được thực hiện bằng cách tạo ra một loạt các phép đo từ bề mặt cắt ngang của mẫu vào đến bên trong lõi.
Độ sâu bề mặt thấm carbon được xác định theo tiêu chuẩn DIN EN ISO 2639.
Giới hạn độ cứng (Hardness limit) = 550 HV
Điều này được thể hiện biểu đồ bên dưới .
Bề mặt của mẫu cần đo phải được gia công mài và đánh bóng tinh
2. NHD (NHT) - Nitriding Hardness Dept
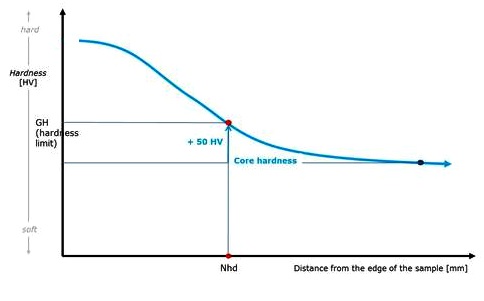
NHD = Khoảng cách từ bề được thấm Nitơ đến điểm giới hạn độ cứng (Hardness Limit)
Giống như biến cứng bề mặt, thấm nitơ là một trong những quá trình xử lý khuếch tán nhiệt hóa học. Trái ngược với quá trình CHD, thấm nitơ liên quan đến lớp bề mặt được làm giàu bằng nitơ chứ không phải carbon.
Phôi làm bằng vật liệu kim loại thể hiện các đặc tính mài mòn, độ bền và độ ăn mòn tốt hơn sau khi thấm nitơ. Sự gia tăng hàm lượng nitơ cũng dẫn đến sự gia tăng độ cứng.
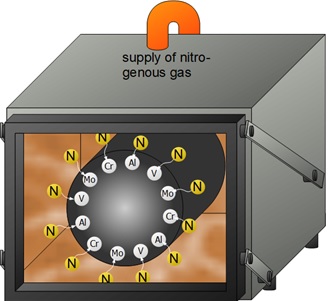
Thấm nitơ thường được tiến hành tốt nhất trong khoảng nhiệt độ từ 500 đến 550°. Các nguyên tử Nitơ khuếch tán vào bề mặt thép và kết hợp với các nguyên tố kim loại như aluminium, crom, molypden, vanadi, titan... tạo thành các nitơ cứng và chịu mài mòn.
Độ sâu bề mặt thấm nitơ được xác định theo tiêu chuẩn DIN 5019-3.
Giới hạn độ cứng (Hardness Limit) = 50 HV + độ cứng lõi (Core hardness)
Bề mặt của mẫu cần đo phải được gia công mài và đánh bóng.
Trước tiên, xác định độ cứng của lõi. Điều này được xác định tối thiểu ba lần thử độ cứng và cho phép đạt được giới hạn độ cứng. Sau đó, phép đo độ cứng được áp dụng từ cạnh vào bên trong phôi và tính được khoảng cách xác định chính xác. Phương pháp thử nghiệm được sử dụng là Vickers trong phạm vi tải thấp.
3. SHD (RHT) - Surface Hardness Depth.
SHD = Khoảng cách từ bề mặtmẫu được xử lý nhiệt đến vị trí giới hạn độ cứng (Hardness limit)
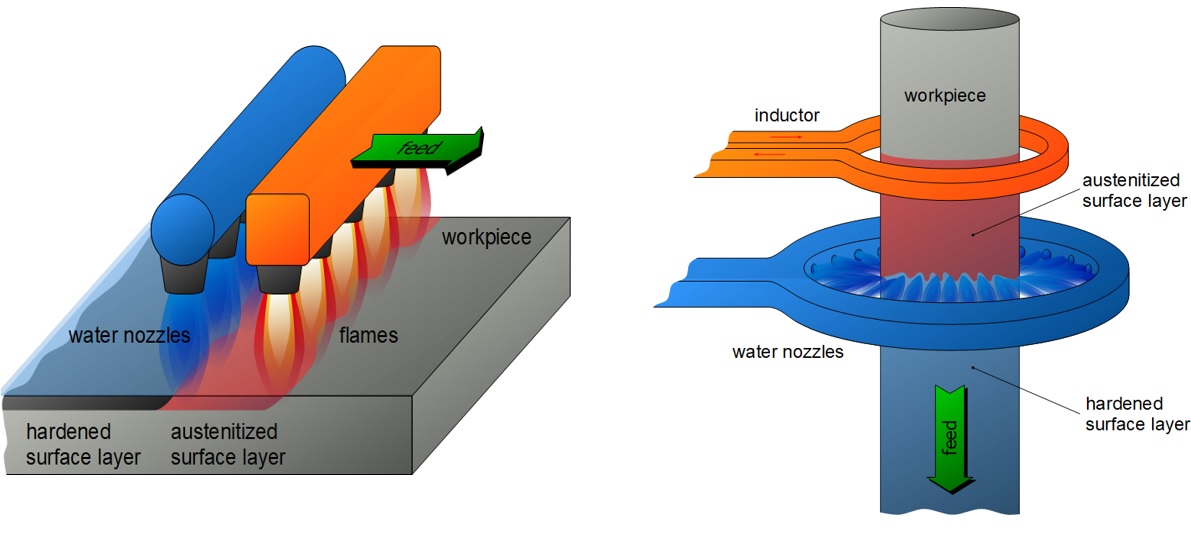
Làm cứng bề mặt (SH) là một quá trình xử lý nhiệt không làm thay đổi thành phần hóa học của lớp bề mặt, ngược lại với quá trình thấm nitơ và carbon, chẳng hạn. Mục đích của việc làm cứng bề mặt là để đạt được cấu trúc hoàn toàn martensit trong lớp bề mặt và để lại mặt cắt còn lại trong tình trạng ban đầu.
Làm cứng bề mặt làm tăng cả độ bền và độ cứng trong lớp bề mặt phôi. Làm cứng cũng tạo ra ứng suất nén dư trong lớp bề mặt, dẫn đến cải thiện khả năng chống rung.
Ứng dụng phương pháp đo SHD (RHT) cho các vật liệu tôi trên ngọn lửa, tôi cảm ứng và tôi trong lò chân không, ...
Xác định độ sâu sau khi tôi cứng bề mặt theo tiêu chuẩn DIN EN 10328.
Giới hạn độ cứng (Hardness limit) = 80% x độ cứng bề mặt.
Bề mặt của mẫu cần đo phải được gia công mài và đánh bóng tinh.
Các vết đo độ cứng được bố trí trên một hoặc nhiều đường vuông góc với bề mặt mẫu vật. Lực kiểm tra được sử dụng là 9,807N (HV).
Ở phần sau, chúng ta sẽ cùng tìm hiểu chi tiết các xác định các giá trị CHD, NHD, SHD tại Máy đo độ cứng Qness.
-------------
Xem thêm:
Máy đo độ cứng Vickers xác định CHD, NHD, SHD











